
350˚F and 400˚F Condensate Return Code Stations
Our 350˚F and 400˚F Condensate Return System assures full capacity return to boiler of steam condensate under open trap, boiling water conditions.
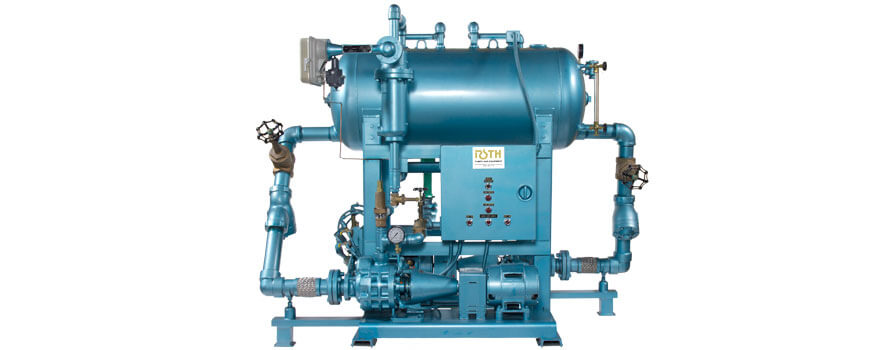
350˚F Steam Condensate Return Code System
Complete standardized factory assembled packages with Roth 350˚F one foot NPSH condensate pumps suitable for condensate temperatures up to 350˚F, capacities up to 150 GPM. and differential pressures up to 125 PSIG.
400˚F Steam Condensate Return Code System
The 400˚F Condensate return code station offers continuous running and constant level control. Especially designed to provide continuous return to boiler of absorption machine condensate from chillers operating at either 123 PSIG (352.4°F) or 144 PSIG (362.7° F). Also suitable for high temperature condensate from hot presses, autoclaves, cookers, dryers and rolls. This station transfers condensate directly to the boiler, by-passing the deaerator, which is then permitted to deaerate make-up water and normal space heating returns from vented condensate units and return to the boiler on demand.

For more information on 400˚F Steam Condensate Return request Bulletin P204



